

Linea di prodotti GTI per test di tenuta
Fasi principali del test di integrità del filtro HEPA

Ⅰ. Procedura standard per il test di perdita del filtro HEPA
Il test di tenuta del filtro HEPA è sistematico. Deve rispettare rigorosamente una procedura standard, in modo da garantire l'accuratezza e l'affidabilità dei risultati.
² Introduzione dell'aerosol
L'introduzione di PAO a monte dei filtri HEPA è un passaggio essenziale. A seconda delle diverse applicazioni, le modalità di introduzione dell'aerosol variano.
² Filtri HEPA nei sistemi HVAC:
Per garantire che la concentrazione di aerosol raggiunga il filtro HEPA in modo uniforme, l'aerosol viene immesso dal lato a pressione negativa del ventilatore. Se l'aerosol viene immesso dal tubo dell'aria, il punto di ingresso deve essere installato ad almeno 10 volte il diametro del condotto di distanza dal filtro HEPA; inoltre, è necessario ridurre al minimo le curve dei tubi (secondo l'American Environment Science and Technical Association). In pratica, è sufficiente mantenere la concentrazione di aerosol a monte entro l'intervallo richiesto.
² Filtri HEPA nella cappa a flusso laminare o nel tavolo ultra-pulito:
Il test di tenuta di questo tipo di apparecchiatura è relativamente semplice: l'aerosol può essere iniettato direttamente dal lato a pressione negativa del ventilatore. Non è necessario considerare il problema della concentrazione irregolare causata dal trasporto su lunghe distanze.
² Preparazione dell'attrezzatura di prova
L'inizializzazione e la calibrazione dei fotometri per aerosol sono passaggi cruciali per garantire la precisione del rilevamento:
Eseguire la procedura di inizializzazione secondo il manuale operativo dell'apparecchiatura.
Configurare le soglie di allarme (solitamente impostate su un tasso di perdita dello 0,01%)
Collegare il tubo di campionamento UPSTREAM alla porta di campionamento a monte.
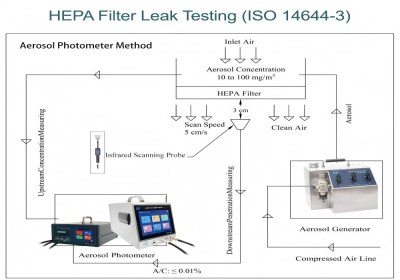
Misurare e regolare la concentrazione di aerosol a monte nell'intervallo ideale di 10~20 μg/mL.
In questa fase, è necessario prestare attenzione alle procedure operative del generatore di aerosol. È necessario assicurarsi che la distribuzione granulometrica delle particelle di aerosol soddisfi i requisiti di prova.
² Funzionamento della scansione
La scansione è la fase fondamentale del test di tenuta. Deve essere eseguita rigorosamente secondo le seguenti procedure operative:
Preparazione: rimuovere il diffusore HEPA per esporre l'intera superficie del filtro e le guarnizioni circostanti. L'area di scansione dovrebbe includere: la superficie del filtro, tutte le guarnizioni tra il filtro e il telaio, tra i telai e tra il telaio e la camera di pressione.
² Parametro di scansione:
La sonda di scansione deve essere tenuta a circa 3 cm di distanza dalla superficie del filtro.
La velocità di scansione deve essere controllata entro 5 cm/s
Il percorso di scansione è una reciprocazione lineare
Le linee di scansione adiacenti devono essere opportunamente sovrapposte (50% del diametro della sonda di scansione).
² Rilevamento perdite:
Quando lo strumento di prova emette un allarme (PERDITA superiore allo 0,01%), indica una perdita in quel punto. Quindi, contrassegnare il punto e utilizzare sigillante siliconico per sigillare o stringere temporaneamente. Quindi, ripetere la scansione per confermare l'efficacia della riparazione.
² Protezione di sicurezza:
Gli operatori devono indossare sempre maschere e occhiali protettivi per evitare di inalare o toccare gli aerosol. Inoltre, la stabilità delle concentrazioni di aerosol a monte deve essere verificata periodicamente. Il test completo di ciascun filtro richiede in genere circa 5 minuti.
CLICCA QUI PER VEDERE GLI STRUMENTI GTI IN PROCESSO DI TEST
Ⅱ. Giudizio e gestione dei risultati dei test
Esistono standard e procedure chiari per valutare i risultati dei test di tenuta del filtro HEPA, al fine di garantire il funzionamento sicuro e affidabile del sistema di filtraggio.
² Standard di qualificazione
Il tasso di perdita accettabile per i filtri HEPA è ≤0,01%. Le regole concrete sono le seguenti:
² Giudizio di qualificazione:
Se il tasso di perdita in tutti i punti di prova non supera lo 0,01% durante il test del filtro HEPA, il filtro è considerato qualificato e può continuare a essere utilizzato.
² Sentenza di squalifica:
Se in qualsiasi momento il tasso di perdita supera lo 0,01%, il filtro viene considerato non qualificato e devono essere adottate misure correttive immediate.
² Maniglia per perdite
Per i filtri non qualificati, è possibile seguire le seguenti procedure:
² Segnala la perdita:
Utilizzare pennarelli non rimovibili per contrassegnare con precisione tutte le perdite e registrarne il tasso.
² Standard per la riparazione:
Per riparare le perdite nel mezzo filtrante è possibile utilizzare un adesivo speciale.
L'area di riparazione per una singola perdita non deve superare l'1% dell'intera superficie del filtro.
L'area totale di riparazione per tutte le perdite non deve superare il 5% dell'intera area.
Se uno qualsiasi degli standard sopra indicati non viene soddisfatto, è necessario sostituire l'intero filtro.
² Requisiti per la nuova ispezione:
Una volta completate tutte le riparazioni, è necessario eseguire nuovamente una scansione completa e un rilevamento delle perdite per garantire che non vi siano perdite in queste aree e che il tasso di perdite complessivo soddisfi gli standard.
3. Suggerimenti per il ciclo di test di perdita del filtro HEPA
Diverse organizzazioni e standard hanno raccomandazioni diverse per il ciclo di test di tenuta del filtro HEPA. Gli utenti devono scegliere la frequenza di test appropriata in base alle caratteristiche del proprio settore.
Ad esempio, nelle linee guida per la produzione di farmaci sterili della FDA, il ciclo raccomandato è una volta ogni sei mesi.
Oltre alle ispezioni regolari sopra menzionate, la prova di tenuta è richiesta anche nelle seguenti situazioni particolari:
²Dopo l'installazione o la sostituzione:
Tutti i filtri HEPA appena installati o sostituiti devono essere sottoposti immediatamente a test di tenuta per confermare la qualità dell'installazione.
²Situazione anomala:
Il monitoraggio ambientale mostra che la qualità dell'aria è peggiorata in modo anomalo.
Il prodotto non ha superato il test di sterilità.
Il test di riempimento simulato del terreno di coltura è fallito.
Essere un componente dell'indagine sulla deviazione.
²Equipaggiamento speciale:Anche i filtri HEPA utilizzati in apparecchiature come tunnel e forni di essiccazione devono essere sottoposti a test di tenuta. Per il loro ciclo di prova, si può fare riferimento allo standard di sistema principale.
Ⅳ. Analisi per filtri HEPA non qualificati
I filtri HEPA potrebbero non soddisfare gli standard durante i test di fabbrica o i test di tenuta in loco. Le ragioni possono essere riassunte come segue:
²Motivi visivamente identificabili
Problemi che possono essere identificati tramite ispezione visiva o semplici test:
Danni alla superficie del filtro:
Danni evidenti o meccanici, facilmente osservabili a occhio nudo.
Danni minori, rilevabili tramite il rilevamento al banco di prova
In caso di diversi danni all'impianto può essere necessario l'intervento di un professionista.
Danni durante la produzione:
Durante la produzione, il materiale filtrante è sottoposto a sollecitazioni eccessive.
Danni accidentali causati da operazioni umane improprie.
I danni localizzati ai filtri sono riparabili, ma devono soddisfare i requisiti standard.
Difetti di sigillatura:
Perdita d'aria nel punto di giunzione tra filtro e telaio del filtro (causa più comune di squalifica).
Perdita d'aria causata da una sigillatura non corretta dei giunti sigillanti.
[Soluzioni]
Utilizzando in loco strisce sigillanti in poliuretano espanso è possibile evitare problemi alle giunzioni.
Le strisce adesive con giunti dovrebbero adottare un design di interfaccia di tipo labirinto.
²Motivi della materia prima
Difetti legati alla qualità del materiale filtrante:
Efficienza del materiale filtrante insufficiente:
Il materiale del filtro HEPA non soddisfa gli standard (efficienza di filtrazione ≥99,97% per particelle da 0,3 μm a una velocità dell'aria di 5,3 cm/s).
I difetti fondamentali non possono essere corretti tramite post-elaborazione.
Generazione di polvere di materiale:
I filtri a membrana tradizionali hanno uno scarso controllo sulle materie prime utilizzate per i diaframmi di carta.
Una pulizia insufficiente nell'ambiente di produzione del materiale filtrante provoca la presenza di polvere.
Alcuni metodi di prova non sono in grado di individuare le cause di questa potenziale generazione di polvere.
Problemi del processo di rilevamento:
Errori di valutazione causati da metodi o operazioni di prova non corretti:
Interferenza del vortice:
Durante la scansione, il vortice all'uscita dell'aria trasporta la polvere circostante nell'area di scansione.
È difficile distinguere tra perdite reali e falsi positivi causati dall'interferenza del vortice.
[Soluzione]
I produttori risolvono questo problema installando stazioni di ispezione nelle camere bianche.
Errore di valutazione della concentrazione a valle:
Dopo l'installazione, le prestazioni del filtro non devono essere giudicate esclusivamente in base alla concentrazione di polvere a valle.
I filtri qualificati potrebbero essere valutati erroneamente a causa di altre fonti di contaminazione.
Soluzione:Per ottenere un giudizio completo è necessario combinare il rilevamento multi-punto e l'analisi delle tendenze.
Ⅴ. Riepilogo e suggerimento
Il test di tenuta del filtro HEPA è un passaggio fondamentale per garantire la qualità dell'aria in ambienti puliti e richiede l'istituzione di un piano sistematico di test e manutenzione:
²Standardizzazione del processo:Seguire rigorosamente il processo di rilevamento: ogni parte necessita di un funzionamento standardizzato, dall'introduzione dell'aerosol alla scansione.
²Razionalizzazione del ciclo:La frequenza dei test deve essere determinata in base agli standard di settore e alle effettive esigenze. Si raccomanda di ridurre l'intervallo di test in un ambiente sterile.
²Giudizio sui risultati:Distinguere correttamente le perdite vere da quelle false. Per valutare in modo completo lo stato del filtro si utilizza una combinazione di metodi.
²Traccia dei problemi:Quando si riscontrano delle perdite, è necessario analizzarne la causa principale sotto diversi aspetti, quali materiali, produzione, installazione e manutenzione.
²Completezza della registrazione:Registrare i dati dettagliati e i problemi riscontrati in ogni prova di tenuta e stabilire un profilo del ciclo di vita del filtro.
La gestione sistematica dei test di tenuta garantirà che i filtri HEPA siano in condizioni di funzionamento ottimali e fornirà una protezione affidabile per un ambiente pulito. Per qualsiasi esigenza relativa ai test di tenuta dei filtri HEPA, contattare GTI per le relative apparecchiature di prova.
CLICCA QUI PER SAPERNE DI PIÙ SU GTI



Ricevi l'ultimo prezzo? Ti risponderemo al più presto (entro 12 ore)